BOSM -6010 Opposed-Head Boring Milling Machine


1. Matumizi ya mashine:
BOSM- 6000*1000 boriti fasta CNC gantry safu mbili-kwa-kichwa boring na kusaga mashine ni chombo maalum cha mashine kwa ajili ya usindikaji excavator silaha/vijiti. Mto, unaweza kutambua usindikaji wa haraka wa workpiece, workpiece inaweza kuchimbwa, milled, na kuchoka ndani ya mbalimbali ya ufanisi kiharusi, workpiece inaweza kusindika mahali kwa wakati mmoja (hakuna haja ya clamping sekondari), kasi ya upakiaji na upakuaji. ni haraka, kasi ya kuweka nafasi ni ya haraka, na usahihi wa usindikaji ni wa juu. Ufanisi wa juu, wa juu wa usindikaji.
2.Muundo wa mashinevipengele:
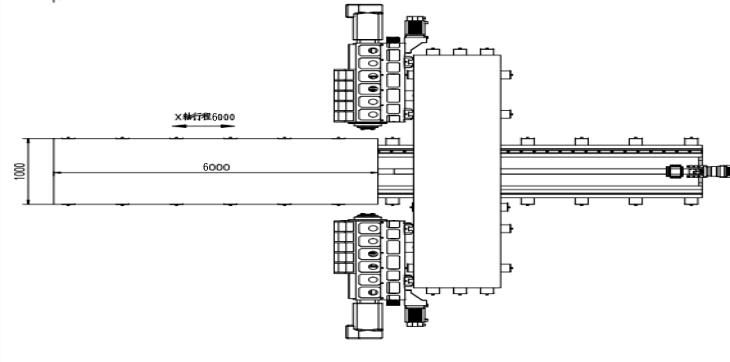
Sehemu kuu za chombo cha mashine: kitanda, benchi ya kazi, nguzo za kushoto na kulia, mihimili, mihimili ya kuunganisha ya gantry, matandiko, kondoo waume, nk, sehemu kubwa hufanywa kwa ukingo wa mchanga wa resin, chuma cha juu cha kijivu 250, kilichowekwa kwenye moto. shimo la mchanga → kuzeeka kwa mtetemo → matibabu ya joto Kuchubua tanuru→ kuzeeka kwa mtetemo→utengenezaji mbaya→ kuzeeka kwa mtetemo→upunguzaji wa tanuru ya moto→ kuzeeka kwa mtetemo→kumaliza, kuondoa kabisa mkazo hasi wa sehemu, na kuweka utendaji wa sehemu kuwa thabiti. Kitanda kilichowekwa, nguzo za kushoto na za kulia, gantry, na hoja ya workbench; Ina kazi za kusaga, kuchosha, kuchimba visima, kuzama, kugonga, nk. Mbinu ya kupoeza chombo ni ubaridi wa nje . Zana ya mashine ina mihimili 5 ya malisho, ambayo inaweza kutambua uhusiano wa mhimili 4 na hatua moja ya mhimili 5. Kuna vichwa 2 vya nguvu. Mhimili wa chombo cha mashine na kichwa cha nguvu huonyeshwa kwenye takwimu hapa chini.


2.1Muundo kuu wa sehemu ya malisho ya axial
2.1.1. Mhimili wa X:Jedwali la kazi linarudi nyuma kando ya reli ya mwongozo ya kitanda kilichowekwa.
X 1- axis drive: AC servo motor pamoja na kipunguza sayari cha usahihi wa hali ya juu inaendeshwa na skrubu ya mpira ili kuendesha harakati za benchi la kazi ili kutambua mwendo wa mstari wa mhimili wa X.
Fomu ya reli ya mwongozo: weka reli mbili za mwongozo wa mstari wa usahihi wa juu.
2.1.2 mhimili wa Z1:Kichwa cha nguvu na tandiko vimewekwa kwa wima kwenye upande wa mbele wa safu, na kurudiana juu na chini kando ya reli ya mwongozo wa safu.
Usambazaji wa Z1-axis: AC servo motor na synchronous gurudumu hutumika kuendesha skrubu ya mpira kuendesha tandiko ili kutambua mwendo wa mstari wa Z-axis.
2.1.3 mhimili wa Z2:Kichwa cha nguvu na tandiko vimewekwa kwa wima kwenye upande wa mbele wa safu, na kurudiana juu na chini kando ya reli ya mwongozo wa safu.
Usambazaji wa Z2-axis: AC servo motor na synchronous gurudumu hutumika kuendesha skrubu ya mpira kuendesha tandiko ili kutambua mwendo wa mstari wa mhimili wa Z.
2.1.4 mhimili wa Y1:Tandiko la kichwa cha nguvu huwekwa wima kwenye upande wa mbele wa safu wima ya kulia, na hurejelea kushoto na kulia kando ya reli ya mwongozo wa safu wima.
Usambazaji wa Y1-axis: AC servo motor pamoja na kipunguza sayari cha usahihi wa hali ya juu hutumika kuendesha kondoo dume kusogea kupitia skrubu ya mpira ili kutambua mwendo wa mstari wa mhimili wa Y1-
2.1.5 mhimili wa Y2:Tandiko la kichwa cha nguvu huwekwa kiwima kwenye upande wa mbele wa safu wima ya kulia, na hurejelea kushoto na kulia kando ya reli ya mwongozo wa safu wima.
Usambazaji wa mhimili wa Y2: injini ya servo ya AC pamoja na kipunguza sayari cha usahihi wa hali ya juu hutumika kuendesha kondoo dume kusogea kwenye skrubu ya mpira ili kutambua mwendo wa mstari wa mhimili wa Y2.
2.2 Mwelekeo wa kusonga wa kichwa cha nguvu cha kuchimba na kusaga (pamoja na kichwa cha nguvu 1 na 2) unaongozwa na jozi 4 za mwongozo wa roller, na gari inachukua AC servo motor kuendesha ukanda wa synchronous (i=2) na mpira wa usahihi. maambukizi ya jozi ya screw. Kichwa cha nguvu kinachukua servo Mota hupunguzwa kasi kwa ukanda wa kusawazisha na gurudumu la kusawazisha, likiongozwa na jozi ya reli ya mwongozo wa wajibu mzito, na huendesha skrubu ya wima ya mpira ili kuzunguka ili kutambua mwendo wa wima wa kichwa cha nguvu . Pia ina vifaa vya usawa wa nitrojeni ili kupunguza kichwa hadi screw na motor servo. Gari ya Z-axis ina kazi ya kuvunja moja kwa moja. Katika tukio la kushindwa kwa nguvu, kuvunja moja kwa moja itashikilia shimoni ya motor kwa ukali ili isiweze kuzunguka. Wakati wa kufanya kazi, wakati drill bit haina kugusa workpiece, itakuwa kulisha kwa haraka; wakati drill bit inagusa workpiece, itakuwa moja kwa moja kubadili kulisha kazi. Wakati drill kidogo hupenya workpiece, itakuwa moja kwa moja kubadili rewind haraka; wakati mwisho wa kuchimba kidogo huacha workpiece na kufikia nafasi iliyowekwa, meza ya kazi itahamia kwenye nafasi inayofuata ya shimo ili kutambua mzunguko wa moja kwa moja. Kichwa cha nguvu kinachukua mchanganyiko wa waya na reli ngumu, ambayo sio tu kuhakikisha kasi ya uendeshaji wa vifaa, lakini pia huongeza sana rigidity ya vifaa . Na inaweza kutambua kazi za kuchimba mashimo kipofu, kusaga, chamfering, kuvunja chip, kuondolewa kwa chip kiotomatiki, nk, ambayo inaboresha tija ya kazi.

(kichwa cha nguvu cha kushoto)
2.3. Kuondoa Chip na baridi
Kuna vidhibiti vya chip za ond na bapa vilivyowekwa pande zote mbili chini ya benchi ya kazi, na chipsi zinaweza kutolewa kiotomatiki kwa kipitishi cha chip mwishoni kupitia hatua mbili za ond na sahani za mnyororo ili kufikia uzalishaji wa kistaarabu. Kuna pampu ya kupoeza kwenye tanki ya kupozea ya kisafirisha chip, ambayo inaweza kutumika kwa kupoeza nje ya chombo ili kuhakikisha utendakazi wa kuchimba visima na maisha ya huduma ya sehemu ya kuchimba visima, na kupoeza kunaweza kusindika tena.
3. Mfumo kamili wa udhibiti wa nambari za dijiti:
3.1. Kwa utendakazi wa kuvunja chip, muda wa kuvunja chip na mzunguko wa kupasuka kwa chipu unaweza kuwekwa kwenye kiolesura cha mashine ya binadamu.
3.2. Kwa kipengele cha kuinua zana, urefu wa kuinua chombo unaweza kuwekwa kwenye kiolesura cha mashine ya mtu. Wakati kuchimba visima kufikia urefu huu, kuchimba visima huinuliwa haraka hadi juu ya kiboreshaji cha kazi, na kisha chips hutupwa mbali, na kisha hupelekwa haraka kwenye uso wa kuchimba visima na kubadilishwa kiatomati kufanya kazi.
3.3. Sanduku la udhibiti wa utendakazi wa kati na kitengo cha kushika mkono hupitisha mfumo wa udhibiti wa nambari na vina kiolesura cha USB na onyesho la kioo kioevu cha LCD. Ili kuwezesha upangaji, uhifadhi, maonyesho na mawasiliano, kiolesura cha operesheni kina vitendaji kama vile mazungumzo ya mashine ya mtu, fidia ya hitilafu na kengele ya kiotomatiki.
3.4. Vifaa vina kazi ya kutazama na kukagua tena nafasi ya shimo kabla ya usindikaji, na uendeshaji ni rahisi sana.
3.5. Lubrication otomatiki
Jozi za reli za mwongozo wa zana za usahihi, jozi za skrubu za mpira wa usahihi na jozi zingine za mwendo wa usahihi wa hali ya juu zina vifaa vya kulainisha kiotomatiki. Pampu ya kulainisha moja kwa moja hutoa mafuta ya shinikizo, na chumba cha mafuta ya lubricator ya kiasi huingia ndani ya mafuta. Baada ya chumba cha mafuta kujazwa na mafuta, wakati shinikizo la mfumo linaongezeka hadi 1.4-1.75Mpa, kubadili shinikizo kwenye mfumo imefungwa, pampu inacha, na valve ya kupakua inafungua kwa wakati mmoja. Wakati shinikizo la mafuta barabarani linashuka chini ya 0.2Mpa, kilainishi cha kiasi huanza kujaza sehemu ya kulainisha na kukamilisha kujaza mafuta moja. Kwa sababu ya usambazaji sahihi wa mafuta ya injector ya kiasi na ugunduzi wa shinikizo la mfumo, usambazaji wa mafuta ni wa kuaminika, kuhakikisha kuwa kuna filamu ya mafuta kwenye uso wa kila jozi ya kinematic, kupunguza msuguano na kuvaa, na kuzuia uharibifu. muundo wa ndani unaosababishwa na overheating. , ili kuhakikisha usahihi na maisha ya chombo cha mashine. Ikilinganishwa na jozi ya reli ya mwongozo wa kuteleza, jozi ya reli inayoviringika inayotumika katika zana hii ya mashine ina faida kadhaa:
①Usikivu wa mwendo ni wa juu, mgawo wa msuguano wa reli inayoviringisha ni ndogo, 0.0025 ~ 0.01 pekee, na nguvu ya kuendesha imepunguzwa sana, ambayo ni sawa tu na 1/10 ya mashine ya kawaida.
② Tofauti kati ya msuguano wa nguvu na tuli ni ndogo sana, na utendakazi wa ufuatiliaji ni bora, yaani, muda kati ya ishara ya kuendesha gari na hatua ya mitambo ni mfupi sana, ambayo inafaa kuboresha kasi ya majibu na unyeti wa mfumo wa udhibiti wa nambari.
③Inafaa kwa mwendo wa laini ya kasi ya juu, na kasi yake ya papo hapo ni takriban mara 10 zaidi ya ile ya reli za mwongozo wa kuteleza.
④ Inaweza kutambua harakati zisizo na pengo na kuboresha ugumu wa harakati wa mfumo wa mitambo.
⑤Imetolewa na watengenezaji wa kitaalamu, ina usahihi wa hali ya juu, matumizi mengi mazuri na matengenezo rahisi.

4. Mazingira ya matumizi ya mashine:
Ugavi wa umeme: awamu ya tatu AC380V ± 10% , 50Hz ± 1 joto iliyoko: 0 ° ~ 45 °

5. Kuuvigezo vya kiufundi:
| Mfano | BOSM6010 | |
| Upeo wa ukubwa wa kazi ya usindikaji | Urefu × upana × urefu (mm) | 6000×1000×1500 |
| Mlisho wa juu wa Gantry | Upana (mm) | 1300 |
| saizi ya dawati la kufanya kazi | Urefu X Upana (mm) | 6000*1000 |
|
Kichwa cha kuchimba visima cha aina ya kondoo mlalo nguvu kichwa moja mbili
| Kiasi (2) | 2 |
| Taper ya spindle | BT50 | |
| Kipenyo cha kuchimba visima (mm) | Φ2-Φ60 | |
| kipenyo cha kugonga (mm) | M3-M30 | |
| Kasi ya spindle (r/min) | 30-6000 | |
| Nguvu ya injini ya spindle ya Servo (kw) | 37 | |
| Umbali wa pua ya spindle kutoka katikati ya meza (mm) | 150-650 | |
| Umbali wa katikati wa mwisho wa pua ya spindle (mm) | 300-1300 | |
| Kipigo cha kushoto na kulia cha kondoo dume mmoja (mm) | 500 | |
| Umbali kati ya katikati ya kondoo dume na ndege ya meza (mm) | 200-1700 | |
| Kipigo cha juu na chini cha kondoo dume (mm) | 1500 | |
| Kuweza kurudiwa | 300 * 300 mm | ±0.02 |
| Vipimo vya Zana ya Mashine | Urefu × upana × urefu (mm) | kulingana na michoro |
| Uzito wa jumla (t) | (takriban.) 36 | |
Vigezo hapo juu ni vigezo vya awali vya kubuni. Katika muundo halisi, kunaweza kuwa na mabadiliko kulingana na mahitaji ya usindikaji wa sehemu ya kazi na mahitaji ya muundo wa zana ya mashine, ili kukidhi mahitaji ya sehemu za usindikaji za kampuni yako.